![]() 服务热线 :13932605695
服务热线 :13932605695
15081689866
![]() 服务热线 :13932605695
服务热线 :13932605695
15081689866

销售经理:何明正
电话:13932605695(微信同步)
15081689866(微信同步)
传真:0316-7606699
座机:0316-7606699
网址:www.bzhuanyujsgs.com
地址:河北省霸州市胜芳镇东段路口向西5公里
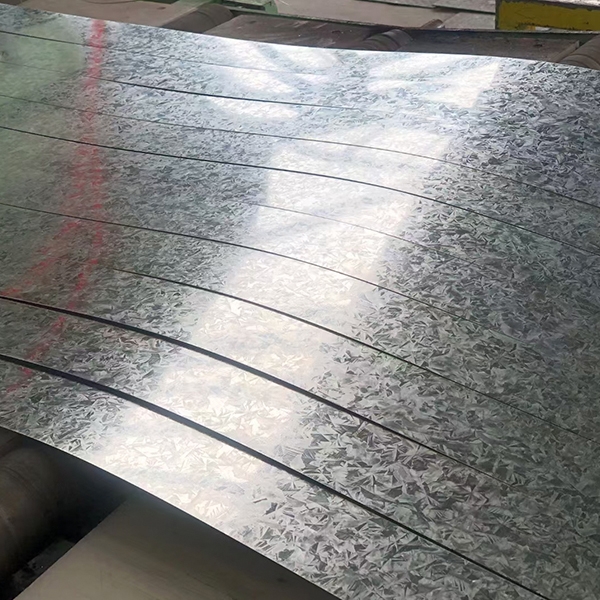
喇叭卷是镀锌带钢生产卷取阶段高发的成型问题,具体表现为钢卷端部单边向外扩张,卷型规整度失衡,会直接影响带钢的后续堆放、转运以及深加工进度。这类成型问题并非单一因素导致,涵盖基材质量、镀锌工艺、设备运行参数等多个生产维度。霸州环宇金属制品有限公司作为黑退火带钢、冷轧带钢厂家、镀锌带钢厂家,依托带钢生产工艺特点,全方面分析喇叭卷的形成因素与改良方式。

镀锌层横向厚薄不均,是造成镀锌带钢产生喇叭卷的核心原因之一。镀锌作业时,气刀气压不稳定、设备积尘堵塞、运行状态异常,都会造成带钢左右两侧锌层附着量不一致。带钢横向截面厚度出现偏差后,卷取过程中受力状态失衡,钢带层间叠加位置持续偏移,日积月累就会形成标准的喇叭卷形态缺陷。
基材品质与热处理工艺不当,也是诱发喇叭卷的重要因素。黑退火带钢、冷轧带钢基材若存在内部应力不均、板形偏差问题,经过镀锌加热、冷却工序后,残余应力会进一步释放,导致带钢横向形变不一致。同时炉内温度分布不均、冷却气流失衡,会加剧带钢两侧形变差异,让卷取成型出现偏移缺陷。
卷取设备参数与运行状态异常,同样会造成喇叭卷问题。生产过程中卷取张力不稳定、设备对中精度偏差,会使带钢输送过程中轻微跑偏,卷取时层间错位堆积。辊系运转卡顿、设备参数未匹配带钢规格,都会持续累积成型误差,终形成明显的喇叭卷缺陷。
想要有效解决镀锌带钢喇叭卷问题,需针对不同故障源头做好针对性优化。日常生产中需常态化检查镀锌设备运行状态,及时处理气刀异常问题,保证带钢横向镀层厚度均匀统一。同时优化退火与冷却工艺,平衡黑退火带钢、冷轧带钢基材的内部应力,缓解带钢两侧形变差异。规范卷取设备操作标准,稳定张力数值、校准设备对中精度,避免带钢输送和卷取过程中出现跑偏错位现象。
通过设备定期检修、工艺参数优化、基材应力调控等多重举措,能够有效改善喇叭卷故障,提升镀锌带钢的卷型规整度,保障产品生产稳定性。霸州环宇金属制品有限公司作为靠谱的黑退火带钢、冷轧带钢厂家、镀锌带钢厂家,深耕带钢加工领域,不断优化生产工艺,规避各类成型缺陷问题。
 冀公网安备13108102000628号
冀公网安备13108102000628号